Болтали мы как-то со знакомым (таже владельцем 3D принтера) о тонкостях печати, и поведал он мне грустную историю, как у него сломалась пластиковая деталь у блендера. В гарантии отказали, ибо механическое повреждение. Он нашёл модельку на thingiverse, распечатал её, но она моментально ломается.
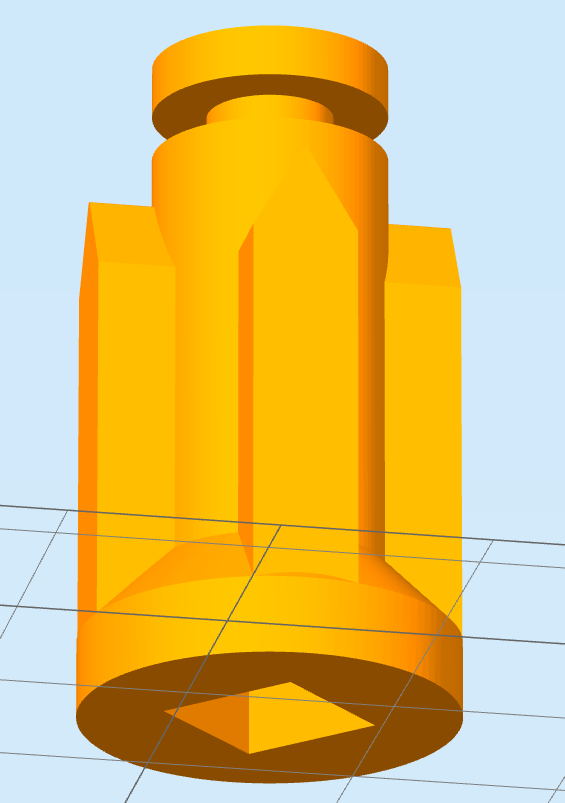
Само собой, я такой крутой, говорю ему, что у его принтера сопло 0.4 мм, а у моего MZ3D — 0.3, поэтому мелкие части — это ко мне. Он присылает модельку мне… Она выглядит примерно так (примерно — это вид уже моего варианта, но о нём позже)
Гружу её в слайсер и понимаю, что даже на моём сопле 0.3 мм, ничего путного не выйдет. Налицо какие-то разрывы
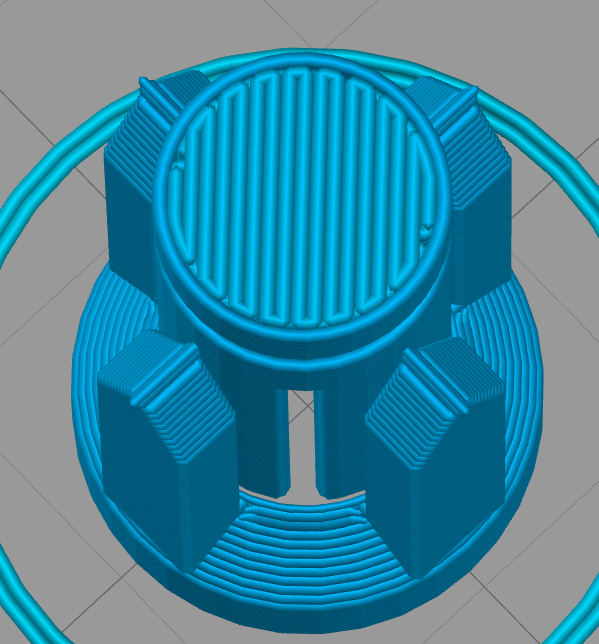
Смотрю по слоям — вижу просто ужасные вещи
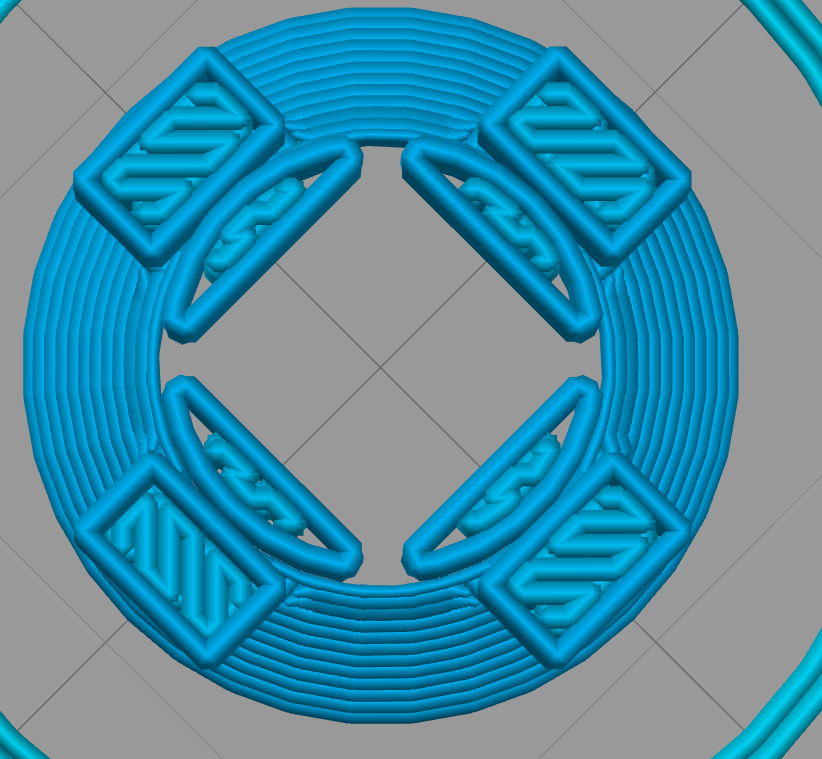
Не удивительно, что такой вариант моментально ломается. Тут не монолитная вещь, а 8 раздельных участков, плохо прикреплённых к основанию. К тому же, напечатанные PLA. Это дело просто обязано сломаться.
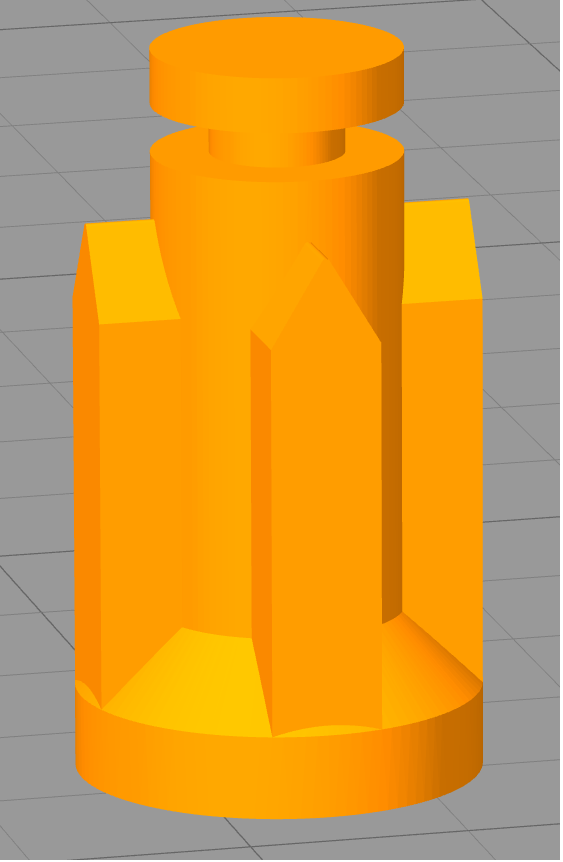
Покупаем новый блендер? Это всегда успеем. Сначала прикинем, все ли возможности исчерпаны. Самое тонкое место — это точка, где квадратный вырез подходит к стенкам вытянутого цилиндра. Но у нас же имеются выступы! Если повернуть квадрат на 45 градусов, то проблемные участки будут уходить туда! И везде будет оставаться место для стенок.
САПР в зубы, за часик рисуем свой вариант. И теперь всё слайсится вот так:
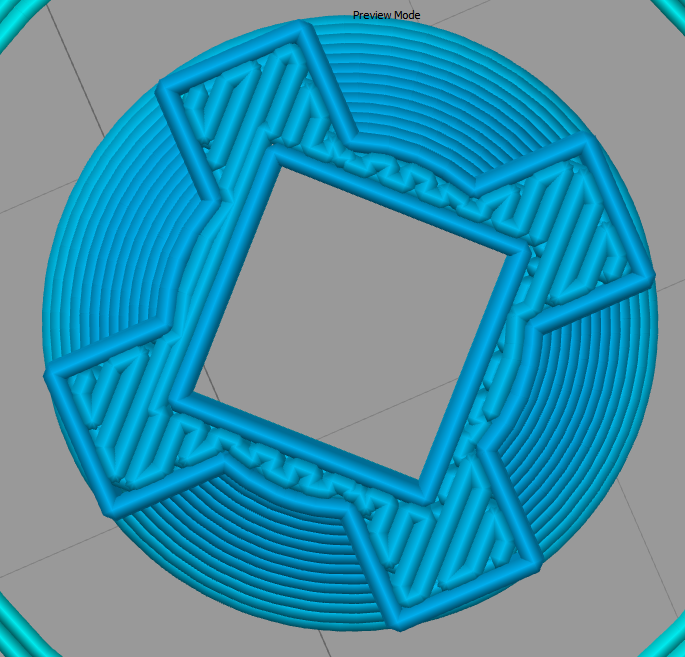
Отличная монолитная структура, даже заполнение везде попадает. Печатаем из китайского «сплошного PETG» (ближайший отечественный аналог — Relax, хоть китайский и лучше) — получается хуже, чем литое, но день уже отработало. А исходный вариант ломался сразу при испытаниях.
Заключение
Не всегда модели, скачанные с Thingiverse, являются венцом оптимизации. До конца не ясно, испытывал ли автор скачанной модели своё творение на практике. Иногда эти модели следует подвергнуть доработке, чтобы выжать из них ещё чуть-чуть.
Модели с тонкими стенками следует печатать тонкими соплами, для чего очень удобно штатное сопло принтера MZ3D-256. Также не стоит печатать тонкие стенки хрупким PLA. PETG является более предпочтительным вариантом.
Комментариев нет